


3Dプリンティングに携わる仕事の中で出会う、様々な3Dプリンティングの「?」や「!」ついてお伝えするコラムです。
2月14-16日に開催されました「3D Printing 2018」展示会では樹脂は当然ながら、特に金属に関する新しい製品、サービスなどの展示が増え、来場された方も金属ご関心のある方が増えたようでした。そのなかで、弊社丸紅情報システムズ株式会社が国内での代理販売開始を発表した「Desktop Metal」は注目を集めた中の一つでした。それはどのようなものかと言うと…


丸紅情報システムズ株式会社 製造ソリューション事業本部モデリング技術部アプリケーション推進課スペシャリスト。Stratasys樹脂3Dプリンター、DesktopMetal金属3Dプリンターの国内外の活用情報収集発信、より良い活用方法提案、開発業務を主に担当。
先月2月14-16日 東京ビッグサイトで開催されました「3D Printing 2018」。ご来場いただいた方もいらっしゃるかと思います。この場を借りてお礼を申し上げます。
筆者は初日だけしか行けませんでしたが、出展ブースも増え、来場者も3日間通して多く、昨年より盛況だったと思います。弊社丸紅情報システムズも出展し、フルカラーポリジェットプリンターStratasys J750を実際に動かして展示をしました。Stratasysからの新情報としましては、Stratasys社ブースでの「参考出品」として、J750によりクルマのランプレンズや商品パッケージなどのより鮮やかでリアルなフルカラー模型がプリントできる材料や、

「ボクセルデータ」からこれまでにない新しい色やカタチのフルカラープリントをしたサンプルの展示がありました。

このコラムでも何度かお伝えしましたが、欧米では金属3Dプリンティングが急拡大し、実用部品や治工具への活用が進んでいますが、日本にもその波は確実に来ていることは、展示会でも明らかになってきました。
その中で、弊社丸紅情報システムズ株式会社も2月15日に下記のプレスリリースを発信致しました。
Desktop Metal社と代理店契約を締結 金属3Dプリンター「Studio システム」の取り扱いを開始
また、Desktop Metalをご紹介する専用ウエブページも公開しました。
実は3D Printing 2018の弊社ブースでも、Desktop Metalのリーフレットをお配りし、造形サンプルもご覧いただきました。装置を輸入できるのがもう少し後になりますので、実際にご覧いただくのはしばらくお待ちください。造形作業の流れは下記動画でご覧いただけます。
筆者は昨年5月アメリカ rapid展示会や11月ドイツ formnext展示会で装置や造形動作を見る機会があり、発売に十分な完成度のように見えました。


Desktop Metal, Inc.社はアメリカ マサチューセッツ州で2015年に出来た新しい会社ですが、その金属積層造形技術の将来性の高さから急速に巨額の投資を得たことで注目されています。
次に、なにがそれほど将来性のある全く新しい技術なのか?ですが、いろいろある中で、3つのポイントを挙げたいと思います。
①金属を固める方法が新しい
Studio(メーカーの紹介サイトはこちら)

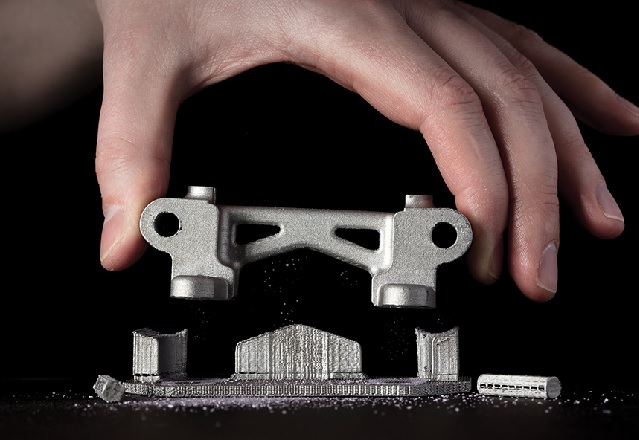
まず発売が決まっている装置で、材料は金属とバインダー(熱で溶け、冷えて固まる樹脂)の粉を混ぜて丸棒状に固めたものを、樹脂3DプリンターではおなじみのFDM(熱溶融積層法)方式により、バインダーだけを熱で溶かしてノズルから線状に押し出し、積層して冷やして固めます(写真中央がプリンター)。それを専用装置で脱脂除去し、その後専用の電気炉(写真右)で加熱、金属部分を焼結させ、冷やして完成します。
この作り方は実は既に広く使われているメタルインジェクションモールディング(以下MIM)とほぼ同じで、違うのは「金型を使わない」という点です。この方法の良いところは、既に市場で生産流通し品質も実績のあるMIM材料から転用でき、比較的安価で多種金属材料を造形でき、固形原料を使いレーザーや電子ビームを使わないので、設置環境も制約が少なく、材料交換も容易で、装置もシンプルかつ比較的安価です。当然焼結時にバインダーが入っていた体積分として全体に20%均一収縮しますが、これもMIMと同じで、これにより96-99.8%の密度で均質な金属成形品が得られます。
②「サポート」を作って取る方法が新しい
 現状金属3Dプリンターで最も多く使われる、粉末材料をレーザーや電子ブームで焼結積層させる装置では積層焼結する間や冷却する間に生じる歪を抑えたり、熱を伝えて逃がすために必要な、右の写真の赤丸部ような「サポート」が必要で、それは完成後に切断、切削など機械的に除去しなければならないことがあります。
現状金属3Dプリンターで最も多く使われる、粉末材料をレーザーや電子ブームで焼結積層させる装置では積層焼結する間や冷却する間に生じる歪を抑えたり、熱を伝えて逃がすために必要な、右の写真の赤丸部ような「サポート」が必要で、それは完成後に切断、切削など機械的に除去しなければならないことがあります。
Studioでも形状によりサポートが自動的に作られますが、実はプリンターのヘッド部にもう1つ別ノズルがついており、そこからはセラミックを含む専用材料が金属の主材とサポート材の接触面に吐出積層されます。その後サポート付きのまま脱脂除去、焼結させてもセラミックは溶着せず、多くの場合は手でサポート材を取り外すことができます。
Studioはプリンターも机に乗る大きさで、1個づつ試作品や少量生産部品を作る用途に向きますが、DesktopMetal社は既に多量生産に向く大型装置の開発も公表しています。
③速く多くの部品生産が出来る方法が新しい
Production(メーカーの紹介サイトはこちら)
こちらがStudioと違うのは、バインダージェッティング法という積層造形方式で、薄く敷き詰めた金属細粒の上から、固める面にバインダーを吹き付けて固め、同時にサポートとの境界面にセラミック系材料を吹き付け、同じくその後脱脂除去、加熱焼結を行い、サポート材はセラミックにより容易に取れるという仕組みです。Studioと違い、線ではなく面で固めていく、また平面プレート上でなく、造形庫内高さ方向にもモデルを配置して1回に多種多数の造形が早くできるので、スピード、コスト面でも量産に使える可能性があります。
こちらは発売時期も未定ですが、昨年11月 ドイツformnextでは試作機、サンプルも展示され、微細形状やシャープなエッジが出来ていました。


DesktopMetalはこれまでなかった新しい技術と装置ですが、とはいえ他の3Dプリンター同様「何にでも使える万能機」ではありません。樹脂3Dプリンターの方は既に工法も材料も多種多様になり、目的や環境により適したものを選んで、適した設計で使うことがようやく少しずつ理解されてきました。
DesktopMetalでもその特長を活かした最適形状設計をすることで、既存からの置き換えではなく、これまでにない新たな使い方が広がると見ています。今後も最新情報をお伝えし、良い点、まだ足りない点をご理解いただいたうえで、利益の出る使いこなし方を皆さんと共に見つけて行きたいと思います。
3Dプリンターのことなら
お気軽に当社へ
お問い合わせください

お電話でのお問い合わせ

WEBでのお問い合わせ

カタログ/資料

