


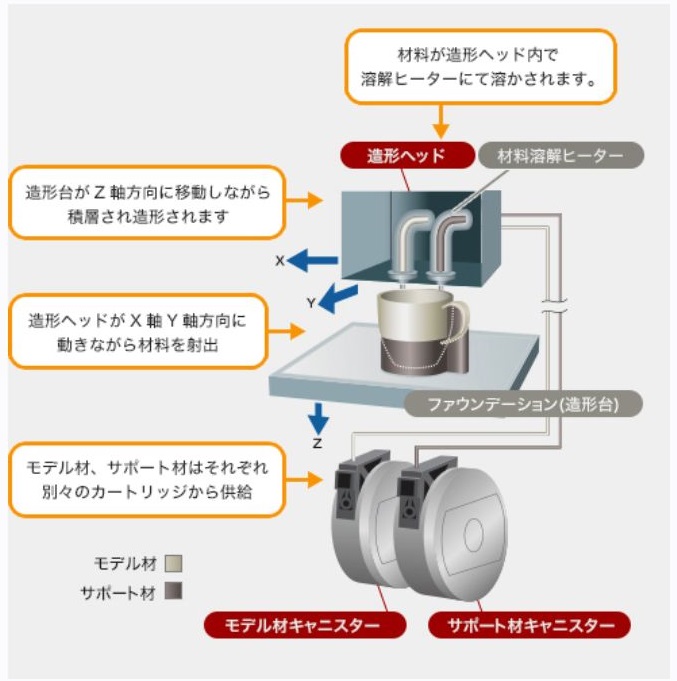
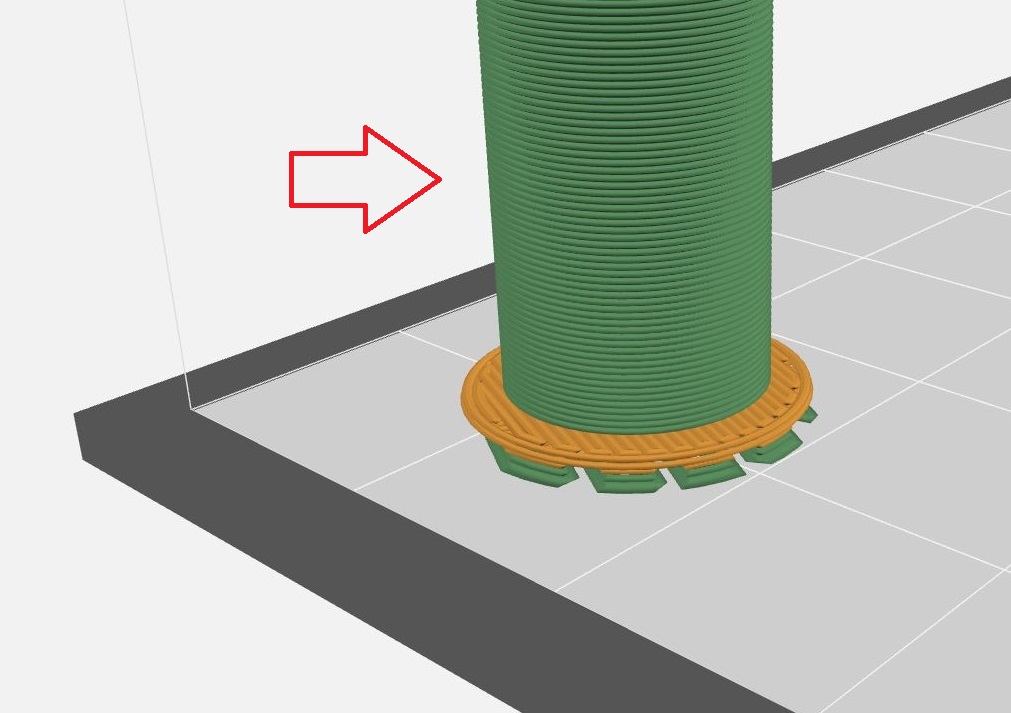


FDM方式は、熱溶解させた樹脂を積層していくため、屋根形状になる部分に関しては下層に支えがない状態では積層造形することができません。
よって支えるべきモデル面がある場合はサポート材という別の樹脂にて支え部分を積層します。
サポートはモデルの最底部に必ず付加されますが、他条件として図3のとおり基本的にモデルの側面の傾きが45度以下の場合(水平面を基準として)にサポートが必要と判断し、自動的に生成されます。*角度は機種や使用材料によって若干異なります
サポート材が多く付加される造形方向で造形した場合、装置動作が増えるため、基本的に造形時間が長くなり、完成後にサポートを除去する工数も多くなります。
またサポート材が接するモデル面は接しない面に比べて若干の面の荒れが発生しますので、モデル面の精細さにも影響があります。
前項の造形方向による相違点とあわせてサポートの生成条件も把握し、造形方向を検討する必要があるといえます。



