



造形開始前の準備
・データ作成ソフトウェア『Insight』にて造形データ作成時に、Insert Pause機能を利用し、インサートする金属片の蓋となる層部の最初のレイヤーに一時停止を指定します。
・データ作成ソフトウェア『Insight』にて造形データ作成時に、Delete機能を利用し、金属片をインサートする箇所のサポートを除去します。
・インサートする金具の油脂成分を除去します(図1)。
造形時の手順
・指定したレイヤーでプリンターは一時停止状態となります。
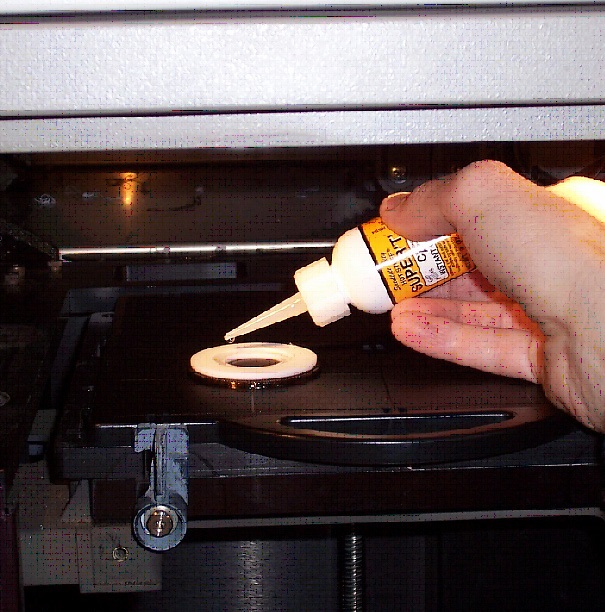
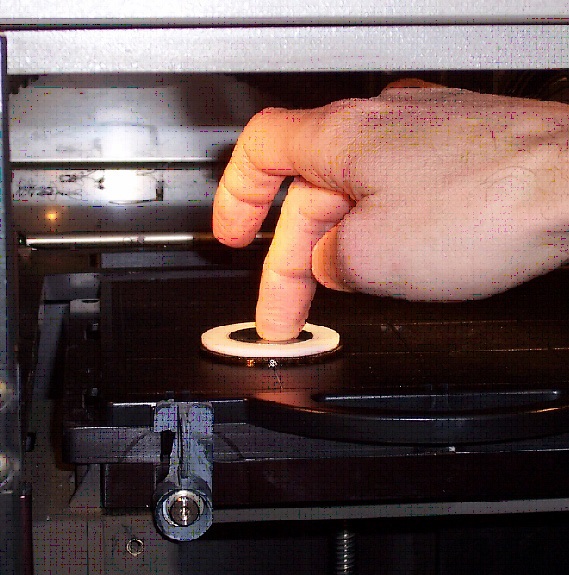
・金具に樹脂が接触する面に接着剤を塗布し(図2)、金具をモデルに押し込みます(図3)。
・造形を再開します。
注意点
・インサートの際に塗布する接着剤は、溶剤系では60℃くらいで泡立つ場合があるため、耐熱が高いエポキシ、ウレタン系が望ましいです。また、可能な限り薄く均一に塗布する必要があります。
・インサートする金具に関しては一時停止時のモデル高さより、高い金具はインサートできません。射出ヘッドが造形再開時に金具に接触しプリンター故障の原因となります。
・接着剤を塗布する際に作業時間が長い場合、造形室ドアを開けたままとなるため、庫内温度が下がり造形シートがはがれてしまい、造形を再開した際にシフトが発生し造形不良が発生する場合があります。特に高耐熱材料(PC系、ULTEM系など)使用時は注意が必要です。



