

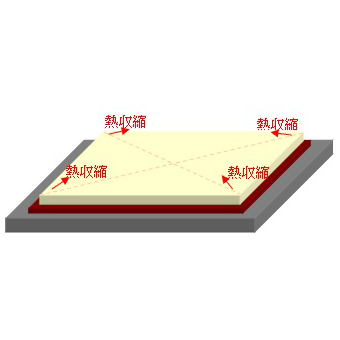
FDM方式の3Dプリンターは溶解させた樹脂を積層するため、熱収縮によるモデルの反りが発生してしまいます。
モデル形状や大きさによって反りの度合いは異なりますが、図のような底面積の大きなモデルをソリッドにて造形する場合、熱収縮により上方に大きく反り上がってしまう場合があります。
今回はそのような熱収縮による反りを軽減、回避させる方法をご紹介します。
ひとつめは、「モデル内部樹脂密度変更によるメリット・デメリットについて」の記事 でご紹介したとおり、
FDM方式の3Dプリンターでは、モデル内部樹脂密度設定として「スパース」と呼ばれる表層面以外のモデル内部を網目状に造形することも、モデル内部をすべて樹脂で埋める「ソリッド」と呼ばれる設定で造形することも可能です。
ソリッド設定で造形した際に反りが発生した際は、スパース設定で造形することにより、内部の樹脂が少ない分熱収縮の影響が小さくなり反りを軽減させることが可能です。
また一部の機種では、カスタムグループという機能で層ごとにスパース形状の密度を変更しカスタマイズすることにより、反りを軽減させながら強度のあるモデルを作成することも可能です。
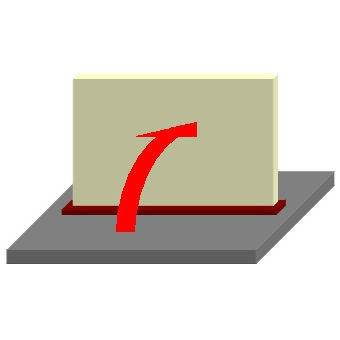 図1
図1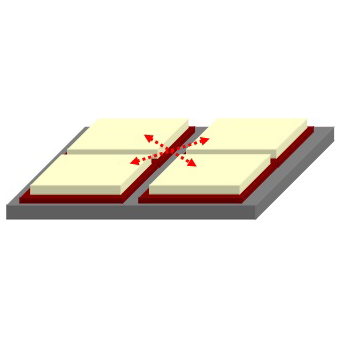 図2
図2ふたつめは、造形時間が長くなってしまいますが、記事冒頭の図のような形状であれば、図1のように造形方向を変更することにより大きな面の反りを軽減させることができます。
また図2のように、造形後に接着が必要となりますが、モデルを分割した状態で造形することにより、熱収縮の影響を和らげ、反りを軽減させることができます。
最後は、下記の3Dプリンターで使用している消耗品状態や装置本体の調整状態を確認、改善することにより、反りを回避、軽減できる場合があります。
<1.材料の吸湿>
材料が吸湿する事により、溶着力が弱まったり射出が過剰供給状態になることにより熱収縮の影響を受け易くなり、反りが発生する場合があります。
開封後、長期間使用している材料は吸湿状態がひどい場合もあるため新品の材料を使用する事により、反りを回避、軽減できる場合があります。
<2.造形用樹脂シート、モデリングベースの新品使用>
造形を実施する際に使用する造形用樹脂シートやモデリングベースにて、1度造形した箇所を再利用している場合は、樹脂の溶着性が落ちる為反りが発生しやすくなります。
新品のシート、モデリングベースを利用するか、造形物を未使用部分に配置する事により反りを回避、軽減できる場合があります。
<3.キャリブレーションの実施>
何らかの影響でZ方向の0点に狂いが生じたり、1層分の厚みに異常があった場合に、溶着力が弱まり反りが発生する場合があります。
キャリブレーションを実施することにより反りを回避、軽減できる場合があります。
3Dプリンターのことなら
お気軽に当社へ
お問い合わせください

お電話でのお問い合わせ

WEBでのお問い合わせ

カタログ/資料

